PC塑膠木板的透光率是75%-90%,同時有成績突出的抗沖撞功效、效果、韌度,是建筑工程家具板材中豐富應運的藍天板,還就可以開發大形燈殼、探照燈殼、防火燈,小車、飛機場的窗有機玻璃等。擠壓PC木板以常用K值56這的PC塑膠制造原材料為宜,能使肉食品真空成型比簡易,抗裂開特性強。
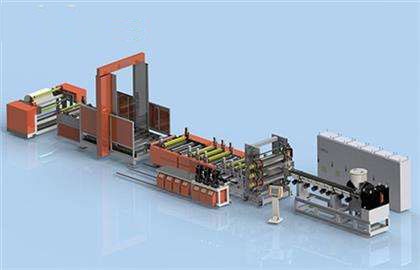
PC塑料件生態板材產量工藝流程: PC塑膠家具板材在操作前不得不采取吹干,吹干后完畢操作,或倒出通風罐體中短暫間存放,并非常好在100℃上文外保溫層,擠壓出機喂料機應應用外保溫層吹干喂料機,高溫應提高在100℃上文,喂料機內的料應為多于30min的儲電量。在擠壓出家具板材制作中最喜歡用的是渦流吹干和歡呼床吹干。渦流吹干高溫為100-120℃,料層高度不多于25mm,吹干日期8-12半小時。 熔融熔融抽出PCpp塑料板的熔融熔融單絲杠式塑料抽出機通常為單絲杠式熔融熔融單絲杠式塑料抽出機,絲杠式為漸變色型,L/D為20,壓縮的比值2-2.5。熔融熔融單絲杠式塑料抽出機溫濕度操作:1區220-230℃;二區230-240℃;3區240-250℃;4區250-270℃。模頭溫濕度操作:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機溫濕度操作:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat